Visit us and discover our products at formnext , Hall 12.1 Stand A127 from 19 to 22 November 2023 - Frankfurt - Germany



Filament extruders control the flow rate based on "equivalent mm," which makes it difficult to achieve consistent, high-quality prints due to variations in filament volume.
The diagram below illustrates the difference in extruded volume for 1 mm of filament, accounting for minimum and maximum tolerances.
A simple percentage calculation shows that the volume can vary by 12% (ranging from 2.5446 to 2.2698 mm³) when the filament diameter fluctuates between 1.70 mm and 1.80 mm (+/- 0.05 mm). This variation increases to 24% (ranging from 2.688 to 2.1382 mm³) when the diameter changes between 1.65 mm and 1.85 mm (+/- 0.10 mm).



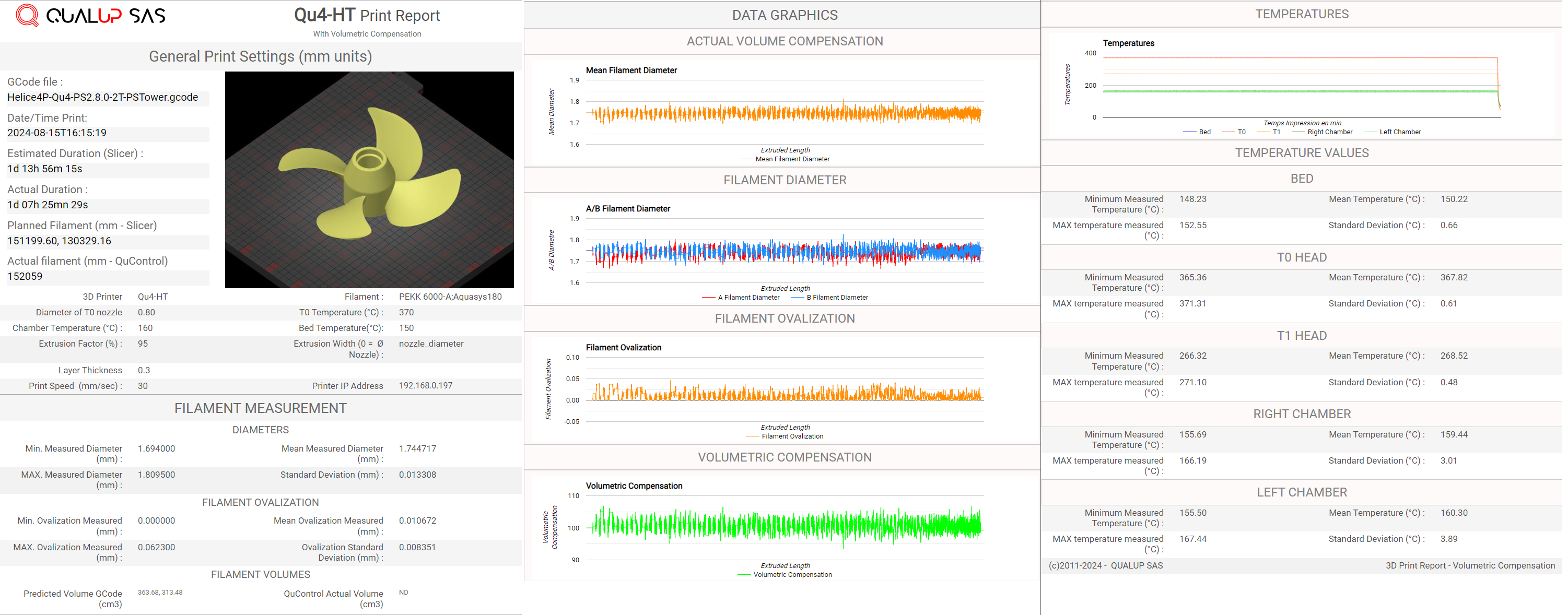
By using QU-CONTROL, you can actually validate the printed parts or the production batch, by providing a HTML document with the parts certifying that the variations in filament diameter have been compensated for.
This allows you to ensure that 3D printing is carried out in the best possible way and that there are no variations in the process that could weaken the mechanical properties of the printed part.
What's more, complete and true traceability of the printed parts is provided because all the printing parameters have been recorded.
This also improves the reliability of the printed parts because the inter-layer bonds are constant, the dimensions are constant, the fill rate is constant and guaranteed, the mass is constant, etc.
1 - Validation of the printed part and supply of a document certifying compensation for variations in filament diameter.
2 - Guarantee of optimum printing with no variations that could affect the mechanical properties of the printed part.
3 - Complete traceability of printing parameters for each part.
4 - Increased reliability of printed parts, with constant interlayer bonds, guaranteed dimensions and fill rate, and constant mass.
Designation |
Values |
Measuring range |
Ø1.50 / Ø2,0mm |
Number of measurement axes |
2 (perpendicular) |
Number of measurements made simultaneously (per axis) |
Measurements at a frequency of 500 Hz |
Calculation of the average cross-section |
Yes |
Ovality control |
Yes |
Resolution |
< 0.1 µm |
Repeatability (3Sigma) |
+/-0.07µm (Mean Time : 1 second) |
Measurement accuracy |
Better than +/- 0.8µm |
Calibration |
At the factory |
Automatic dust detection |
Yes |
Automatic detection of erroneous measurements |
Yes |
Maximum measurement frequency |
50 Hz |
Operating temperature |
15 to 45°C |
Control and calculation software |
Windows / Linux |
Internet Of Thing |
RJ45 |
Control interface accessible on the network |
WEB Browser |
Recording of measurements during printing |
HTML & Excel compatible print report |
Connection to the machine: Bayonet connector |
PTFE Tube OD. 4.0, 5.0, 6.0 |
Power supply |
220V – 2A |
For detailed information please fill out the form below. You will receive a confirmation email with the link to download the Flyer...
Copyright © 2011-2025 QUALUP SAS